
¿Porqué sólo usar la media y la desviación estándar para describir las variables en nuestros procesos?
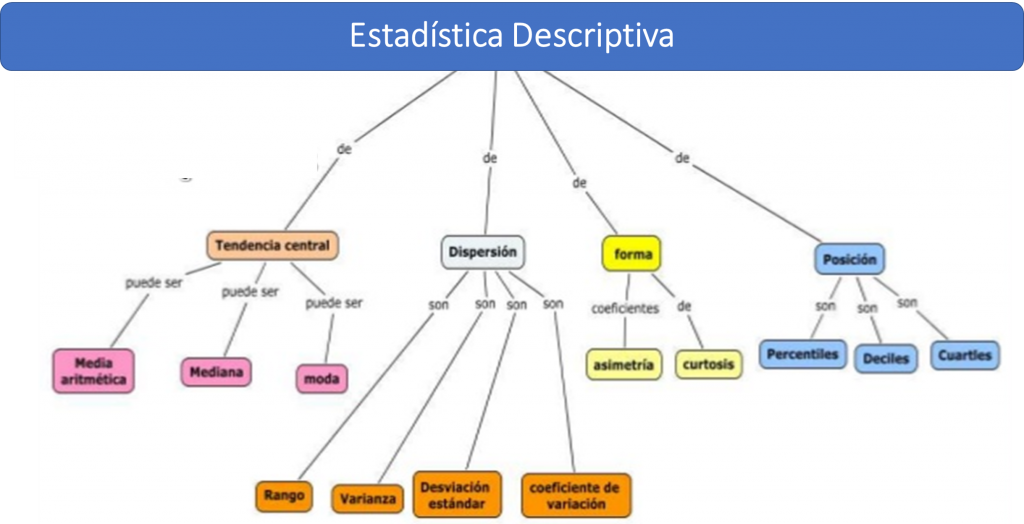
La Estadística Descriptiva tiene como objetivo determinar el centro, la forma, la posición y la dispersión de un conjunto de datos, siempre que sean normales, claro.
Haciendo un breve recordatorio, las medidas de tendencia central son: la moda, media y mediana; las de dispersión son la varianza, desviación estándar, coeficiente de variación y el rango; las de posición son cuartiles, deciles y percentiles y las de forma son: asimetría y curtosis.
Regularmente en los procesos industriales se monitorean y controlan las variables críticas asociadas a efectos importantes durante el flujo de valor ya sea por un tema legal, un requerimiento de inocuidad o una de Calidad, entre otras muchas cosas más…
Durante la fabricación, se debe documentar que el proceso pueda cumplir con las especificaciones de las variables del producto en cuestión y se presentan ya sea en modernos sistemas de monitoreo y control o en papel parámetros estadísticos conocidos como estadísticos descriptivos en este caso solamente la media y desviación estándar.
Por lo que sólo usamos el 17% de toda la información que nos da la distribución de una serie de datos de una variable que genera un equipo productivo a través de sus diversos componentes al crear valor en el producto.
La razón de sólo documentar estos dos parámetros se deriva de su fácil cálculo e interpretación, tomando en cuenta sus desventajas como sensibilidad a datos extremos para ambos casos.
Algunos problemas de no estudiar el 83% de la información de la distribución:
- Incremento en el costo del producto debido a variaciones en uso de materiales ya que al ser sensibles a valores extremos podemos tener las variables en los extremos de los límites de especificación y de control.
- Aprobar producto que está fuera de especificación y rechazar el que esté dentro de especificación.
- No identificar necesidades de entrenamiento ya que las medidas de forma y las de posición están asociados a temas de estandarización.
- Desgastes forzados o averías, ya que medidas de dispersión como el rango, las de forma y las de posición pueden decirnos que se están presentando desgastes prematuros sin necesidad de abrir los equipos productivos.
- Accidentes derivados de la falta de integración de los parámetros descriptivos hablando de necesidades de entrenamiento, posición, centro y dispersión de las variables del proceso derivado de desgaste forzados en los equipos que provocan la intervención constante de operadores y técnicos de mantenimiento.
- Incremento en los aspectos e impactos ambientales al aumentarse los consumos de energía entre paro/arranque de maquinaria, estar llevando a extremos las variables del proceso, la necesidad de sobreprocesar producto o volverlo a fabricar, incremento en la disposición especial de residuos, entre otros.
Diagnóstico de fallas en máquinas eléctricas rotatorias
Por lo que si sólo obtenemos el 17% de información de nuestras variables la oportunidad es increíble para mejorar el costo de conversión e incremento de la utilidad.
¿Tú qué opinas?
En Smarthinking trabajamos para transformar en valor tu información, contáctanos para solicitar una llamada…
Deja una respuesta