
Estableciendo ciclos de operación
Muchos de los problemas para erradicar los paros se derivan de la falta de entendimiento que existe en la identificación del problema, no tanto del enunciado que nos da un 5W’s2h.
Por otro lado, muchas veces pensamos que aplicar las herramientas de causa raíz garantizan el éxito, pero su uso es limitado a situaciones muy específicas y simples.
A veces parece que estamos atentos al paro, lo cual hace que la estrategia sea correctiva, pero si vemos ciclos de funcionamiento, podríamos potencializar la prevención de rupturas en los ciclos de operación.
Les comparto una serie de pasos para identificar el ciclo de falla, usando términos sencillos y que están presentes en toda la cadena de valor:
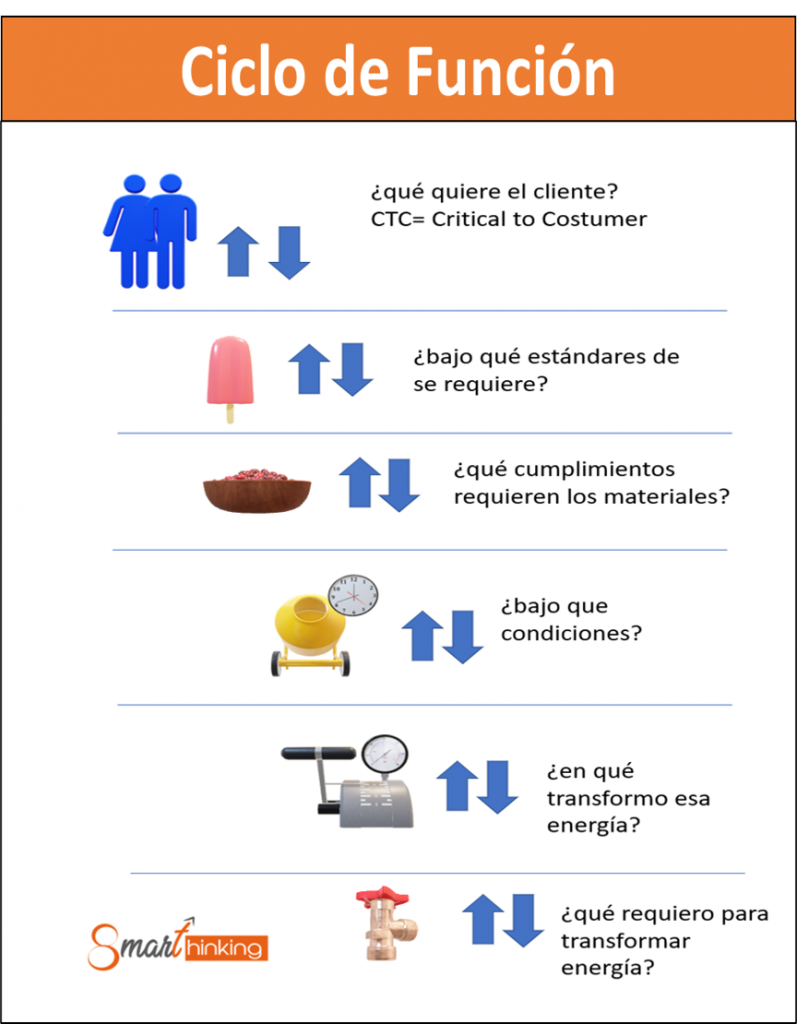
Paso 1: ¿Qué quiere el cliente?
Entender qué quiere el cliente es el paso principal para establecer un ciclo de fallas, ya que si no llegamos a comprenderlo, vamos a buscar fallas en nombre suyo.
Paso 2: ¿bajo qué requerimientos lo necesita?
Si entedemos lo que quiere, sabremos qué requerimientos se necesitan para cubrirlos y entonces evaluarnos como clientes internos y externos. Sabremos cómo estaremos inviertiendo en costos de calidad y el impacto de la no Calidad, bajo un concepto de Cero Pérdidas.
Paso 3: ¿qué cumplimientos requieren los materiales?
Si entendemos que sé requiere cumplir sabremos qué materiales usar, si vamos a adecuar los materiales a las máquinas o las máquinas a los materiales, algo que ocurre con mucha frecuencia en la industria, ¿incrementamos el riesgo si el operador tiene que ajustar?¿vamos a ejercer en los equipos desgastes forzados? ¿Si no entendemos la variación de nuestro proveedor, entendemos los paros en nuestros equipos?
Paso 4: ¿bajo qué condiciones?
Si entendemos la capacidad de los equipos, esneñamos a nuestra gente a comprender sus tomas de decisiones bajo la tolerancia del proceso que gestionan y la del cliente, estaremos del otro lado, de otro modo, no habrá forma de resolver la falla. Alguna vez le pregunté a un operador, ¿porqué tienes esta temperatura en los extremos de los límites de control?, me comentó: “Es que me dijo la gente de desarrollo que tenía que tener el proceso entre un valor y otro…” Entonces bajar y subir no sólo genera picos en consumo de energía, sino que también provoca desgastes forzados en los equipos.
Paso 5: ¿En qué transformo la energía?
La mayor parte de los procesos transforman energía en movimiento, entonces cuando comprendo el ciclo de máquina y el principio de funcionamiento podría saber como esa energía se transforma o se disipa e identificar si ésta se traduce en un riesgo de seguridad, un desgaste, avería y un defecto.

Paso 7:
Para realizar una transformación química o generar movimiento, requiero que la energía se transfiera a diversos componentes, por lo que si tengo armado mi árbol de equipos, antes que la matriz de averías sabré sobre los tipos de acero, aleaciones, dimensiones que permitan llevar a cabo la tarea.
Sería una locura hacerlo para toda la máquina, pero si desde el pFMEA hemos identificado los modos de falla más críticos podremos entonces gestionar de forma inteligente nuestra operación.
Es necesario hacer una administración integral de la operación, para conectar y establecer que una avería no es una responsabilidad total del equipo de mantenimiento, ya que por ejemplo si el ingeniero de calidad no estudia el comportamiento de las variables, seguramente una condición de falta de control pudo haber generado un desgaste forzado y si dentro de la matriz no se considera un plan para el desarrollo de operadores, pudo haberse creado un desgaste acelerado adicional que finalmente después de pasar por el paro menor, operacional se convirtió en una avería.
En nuestro siguiente Blog, hablaremos de cómo definir un paro.
Deja una respuesta