
Describiendo conceptos de OEE – Paros planeados
En la primera parte revisamos las horas teóricas y el impacto de las horas legales, no demanda y causa mayor que al final nos dejan las horas de uso.
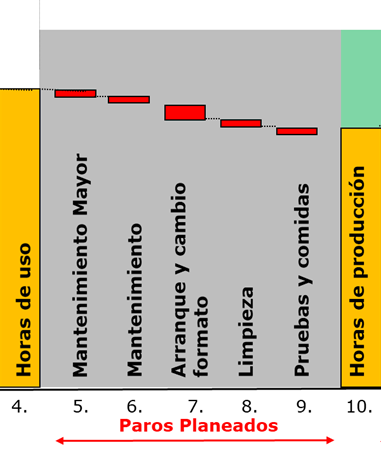
Horas de uso
Las horas de uso representan la utilización de la capacidad que tenemos en la línea que estamos evaluando.
Mantenimiento planeado
Paro de equipos derivados del cumplimiento del plan de mantenimiento planeado o de la corrección que el operador no puede hacer de forma autónoma.
Mantenimiento autónomo
Paro de equipos derivados del cumplimiento de las actividades de mantenimiento autónomo.

Sanitización
Tiempo utilizado en la limpieza y sanitización de la máquina para cumplir los procedimientos y requisitos de calidad o legales.
Cambio de producto (changeover)
El tiempo total para cambiar de un producto a otro producto, teniendo en cuenta la última pieza hasta la otra pieza buena del siguiente producto a una velocidad estándar.
Comidas, pruebas en planta y otros
Paros para ejecución de pruebas, comidas, juntas, capacitación, cambios de consumibles, arranques/fin de producción

Las áreas de planeación son de vital importancia en la asignación de los paros planeados por lo que es importante la actualización de los estándares de acuerdo con el plan de mejoras, así como de cuestionar si los paros planeados como los de capacitación tienen un retorno positivo en la eficiencia de las líneas. Si Calidad programa una capacitación de una hora por contenido neto, esos 60 minutos de tiempo perdido deben retornar en una reducción de 50% en el sobrepeso.
Una de las plataformas que puedo recomendar para la administración de tiempo muerto es Thorium®, tiene una consola muy amigable para el operador y presenta alta capacidad para el Kobetsu Kaizen.
Deja una respuesta