Definiendo conceptos de «paro»
Cuando vas a una línea de manufactura y observas los catálogos de fallas, ¡puedes volverte loco!, el poder encontrar el paro correcto para clasificar la falla será como si a un niño lo llevas a escoger su regalo a una juguetería…
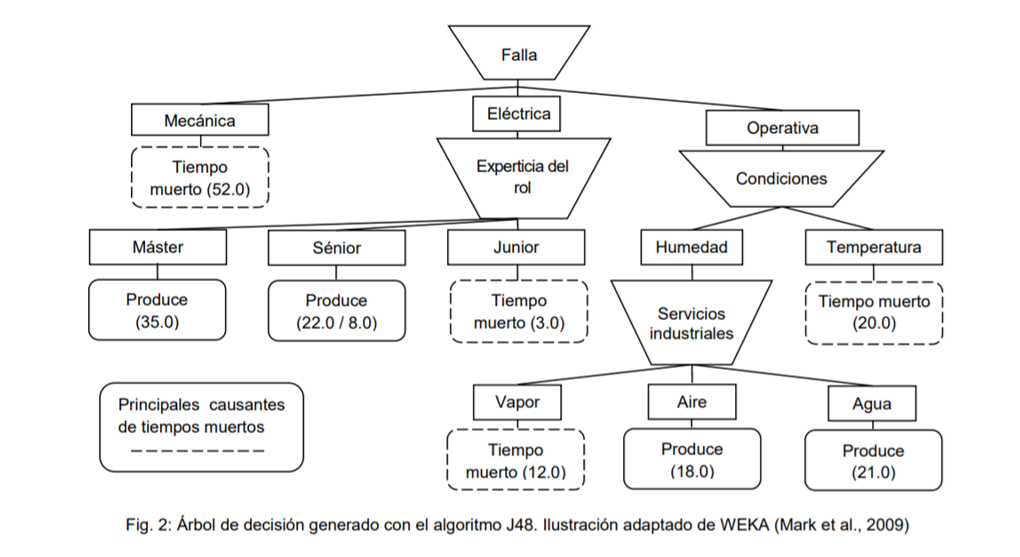
Pero, ¿cuál es el secreto detrás de ese catálogo? Diego A. Garcés y Omar D. Castrillón en su trabajo «Diseño de una Técnica Inteligente para Identificar y Reducir los Tiempos Muertos en un Sistema de Producción definen una metodología usando WEKA (Waikato Environment for Knowledge Analysis).
Sin embargo, se presenta sólo una conexión del Ciclo de Operación, por lo que solamente se habla de la falla sin saber si ésta contribuye a la creación de valor para el cliente o en la transformación de la energía dentro de la cadena interna de valor.
Del blog anterior acotaremos el alcance a la transformación de energía:
Paso 1. Observar el fenómeno.
Una cosa es el «paro» y otra diferente la «falla» por lo que tenemos que observar el fenómeno primero para entender la lógica de la transformación de la energía.
Paso 2. Estudiar el efecto.
Una vez que observamos el fenómeno, estudiamos el «efecto» para definir la desviación respecto a la condición «deseada», o sea, que cumplan con legislaciones y enfoque al cliente.
Paso 3. Establecer si hay causas comunes o especiales en el evento.
El objetivo de un gráfico de control es identificar las causas comunes de las especiales, no solamente para establecer control de procesos y cumplir con el requerimiento. El uso de las cartas control es poco explotado, ya que muestra eventos que están asociados a posibles fallas tempranas. Un simple histograma puede dar muchísima información sobre estas causas especiales en nuestros procesos.
Paso 4. Si las causas son asignables verifica tu CIL
El CIL es un documento de referencia, verifica si hace sentido a lo que has observado y al efecto que se ha generado, porque si la condición deseada del componente se ha perdido, no es una falla, es el efecto de un mal mantenimiento autónomo, una mala operación , un mal diseño o una falta de control en proceso.
Paso 5. Revisa tu árbol de equipos y la transformación de la energía
No sólo es tener el despecie de los equipos para tenerlos en SAP y conocer sus tiempos de vida útil, también hay que entender la transformación de la energía dentro del ciclo máquina, cómo la electricidad se transforma en movimiento a través del sistema mecánico a través de componentes en condición base y generan el atributo deseado. Si no entiendes cómo se trasnforma la energía en movimiento, entonces no es una falla, es un efecto derivado de las oportunidades de gestión.
Paso 6. Revisa tu plan de control
El plan de control contiene las actividades para tener en control tu proceso, por lo que debes asegurarte que lo que midas sea confirmado estadísticamente, que lo que midas esté de acuerdo al estado actual de tus equipos y sus capacidades considerando los niveles de confianza para los atributos a medir, considerar los errores muestrales, asegurarte de haber validado tu sistema de medición y que la gente esté entrenada.
Si las variables que mides presentan causas especiales, y aún así sigues midiendo sus cp/cpk o cpm y no tomas acciones o las que tomas son parciales, prácticamente tu plan no es el que necesitas, por lo que entonces no es falla y es un efecto asociado a la administración del proceso.
Paso 7. Establece el punto de ruptura del ciclo
Una vez evaluado cada paso, sabrás describir el fenómeno, bajo qué condiciones se presenta y qué elementos son los responsables, Podrás establecer si hay causas asignables y si realmente corresponden a una falla o a efecto de la gestión.
Paso 8. Válida tu concepto de tiempo muerto
Si pudiste estudiar el fenómeno y todos los pasos estuvieron conformes, después de reestablecer el ciclo entonces habrás confirmado el «paro» y eliminado la «falla» y ése concepto de tu catálogo, sino quiere decir que es momento para detenerse a pensar si se requiere un overhall, si se emite la carta de obsolescencia o se definen metas reales.
¿Tienes tus catálogo de tiempos muertos confirmados? ¿Actualizas tus catálogos cada mejora o cada ciclo de productividad? ¿Cuál es el porcentaje de reducción en tu catálogo de tiempos muertos después del paso 3 AM?
Deja una respuesta